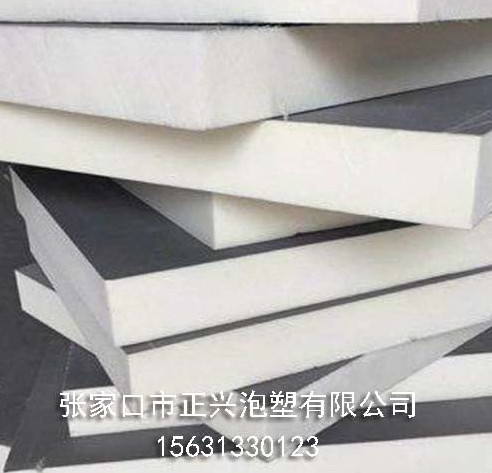




在生产泡沫板时,我们对于它的可控因素整理如下,一起来看看吧。
1.挤塑机螺杆 一般采用单螺杆挤塑机,螺杆进料部位的螺旋角一般为17度,压缩比一般为2-4,不宜太大,否则使物料对气体的后推力增大,容易使发泡剂向后排除。相反,如果压缩比太小,则发泡剂会在螺杆内因受压不足而发泡。
泡沫板厂螺杆的头部呈鱼雷状,使螺杆与筒壁之间的间隙小,混和效率高,降低温度时的传热更均匀。鱼雷头的表面有沟槽,借以取得良好的混合和防止料流产生脉动现象。

2.机头模口 泡沫塑料纸挤塑的特点,是在模口必须有一定的压力差,阻止物料在模内发泡。相反,如果在模内发泡,则因物料的流动促使泡壁破裂併孔而造成粗孔,因此必须使其在模口发泡,使泡孔能均匀地双向膨胀;又由于发泡剂的蒸发吸热,促使树脂冷却,使泡壁有一定的张力而防止气泡併孔。
在吹塑机头模芯的分流器附近,物料不易流动,阻力较大,如果物料在分流器两边分开,然后再合併,容易造成附近的泡沫塑料纸变薄,并有明显的併缝线。所以宜将二个分流器放在两侧水平位置,当吹塑气泡合併时,併缝线就在两侧边缘。
挤出物离开模口就立即膨胀发泡,吹塑时必须有一定的吹胀 和较快的牵引速度,才能避免泡沫塑料纸因折褶而造成厚薄不匀的条纹。

News
 当前位置:
当前位置:
 热门推荐
热门推荐




